 会员
会员
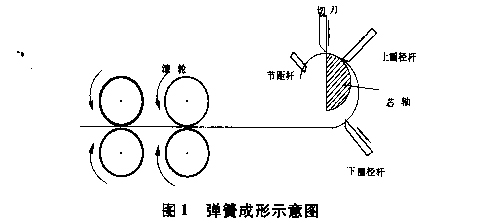
利用一对或几对滚轮压住钢丝并旋转,推动钢丝向右运动,依靠上、下圈径杆的限位及导向作用使钢丝成形。上、下圈径杆可在各自的滑槽中移动,通过控制上、下圈径杆的位置,就可控制弹簧圈径的大小。节距杆为垂直纸面的运动,其作用是使卷绕的钢丝形成螺纹升角。通过控制节距杆的位置,就可控制弹簧节距的大小。当卷绕完毕时,用切刀将钢丝切断。芯袖则作为切刀切钢丝时的一个支承。成形机构如图1所示。
为了适宜采用电脑控制,我们对卷簧机的机械结构进行了彻底改造,首先将各运动机构独立,各采用—个伺服电机控制,如送线机构只是一个简单的齿轮传动,送线长度可以无限;上、下圈径杆及节距杆直接采用电机连接滚珠丝杆来驱动;切断机构也只是一个简单的凸轮传动,除进行一般的剪切方式外,还可匹配上下切刀进行扭切,以解决大线径、小旋绕比的弹簧剪切。
操作者需要加工不同品种的弹簧时,对数控卷簧机而言,只需在计算机上填入相应的参数,通过程序控制协调各机构的动作,就可卷绕出所需要的弹簧。
相关资讯阅读详查环球弹簧网官网弹簧资讯栏目http://www.hqthw.com/news/











 服务热线
服务热线
